








DTN-40交流点凸焊机产品特征
1、交流点凸焊机采用直接式加压机构,随动性能好,焊接速度快。
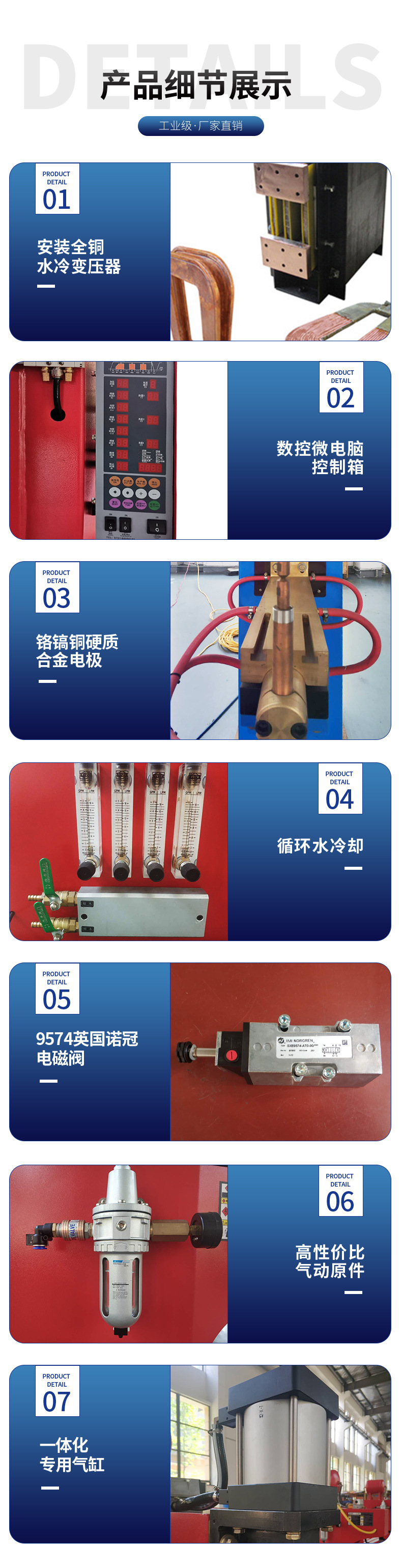
导向采用摩擦力小的特殊材料,电磁气阀与气缸直接连接,动作反应速度快,提高了打点速度,减少了空气流动的损耗。
2、使用寿命长、噪音小。
具备加压速度调整功能,可任意加压头的上下降速度,缓和了对被焊物加压时的冲击。
具备上升缓冲调节功能可任意调节上升缓冲速度,减小机械撞击,提高缸体使用寿命,也减少了噪声。
3、使用安全方便:高性能气路系统过滤杯设有护罩,可防止杯子破损时的碎片飞溅,亦可保护外部所受到碰撞的冲击,杯子和护罩均可装卸,检修容易
4、采用节水型强制环冷却方式,避免水的浪费,大幅度减少了冷却用水量。
5、高强度的机体结构具有抗冲击、振动的足够刚性,可有效防止加压时的电极头滑动,实现稳定和高品质的焊接。
6、二次导体采用上部绝缘方式,可避免铁屑的附着或下座安装焊接工装时较易产生的绝缘部位的短路事故。
7、主回路采用冷大功率可控硅元件,输出电源强劲、稳定,可靠性高。
8、电路具备高导电性,电力损耗低。
在二次电流回路中,主变压器的上次级输出采用多层高韧性、高导电性的紫铜软带,并呈U型连接,大幅提高了使用寿命.下次级输出采用一.体式直接连接机构,将电力损耗降至低水平。
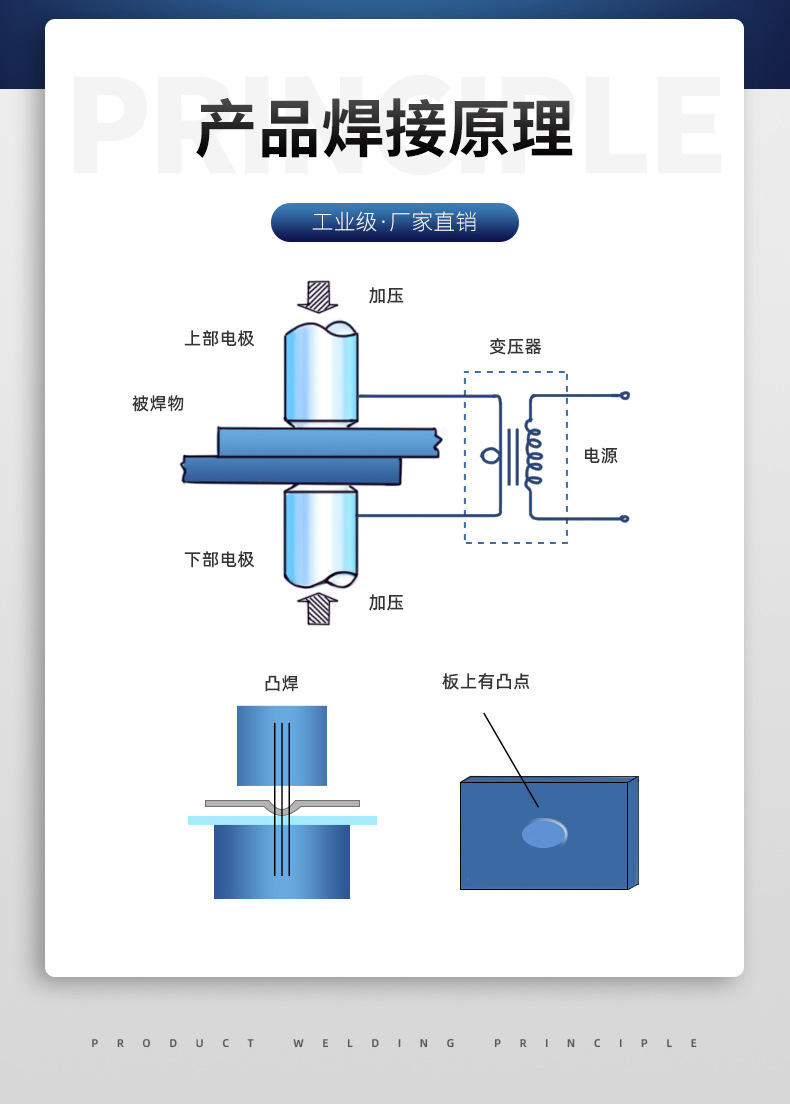
气动交流点焊机焊接的四个基本阶段
(1)预压阶段——电极下降到电流接通阶段,确保电极压紧工件,使工件间有适当压力。
(2)焊接时间——焊接电流通过工件,产热形成熔核。
(3)维持时间——切断焊接电流,电极压力继续维持至熔核凝固到足够强度。
(4)休止时间——电极开始提起到电极开始下降,开始下一个焊接循环。
为了改善焊接接头的性能,有时需要将下列各项中的一个或多个加于基本循环:
(1)加大预压力以消除厚工件之间的间隙,使之紧密贴合。
(2)用预热脉冲提高金属的塑性,使工件易于紧密贴合、防止飞溅;凸焊时这样做可以使多个凸点在通电焊接前与平板均匀接触,以保证各点加热的一致。

订购小贴士:
如果您有试焊需求,您可事先和我们的客服人员沟通直接来我司工厂试焊,或将工件邮寄到我司,由我司专业技术人员为您试焊,焊接全程录制视频,并寄回工件,给您一个满意的试焊体验,直到您满意为止,提高您的焊接效率。
已订购客户,在保修期内我们将免费提供安装、使用、维护的指导培训服务,我司还可根据客户的不同需求设计、制造各类多头、异形、自动化及非标专用电阻焊焊接设备。
保修政策
产品免费保修期为一年(不包含易损件),保修期内属于产品质量问题导致设备不能正常使用,我司负责免费维修及更换零配件;超过保修期,我司只收取零配件成本费及维修服务费,所有产品提供终身维保服务。